For many international buyers, a plywood specification sheet looks simple at first glance.
Thickness, size, glue type, moisture content – everything seems clearly listed.
However, most disputes in plywood import do not come from price or appearance,
but from misunderstood technical data.This guide explains how to read and interpret a plywood specification sheet correctly,
highlighting the key details importers often overlook.
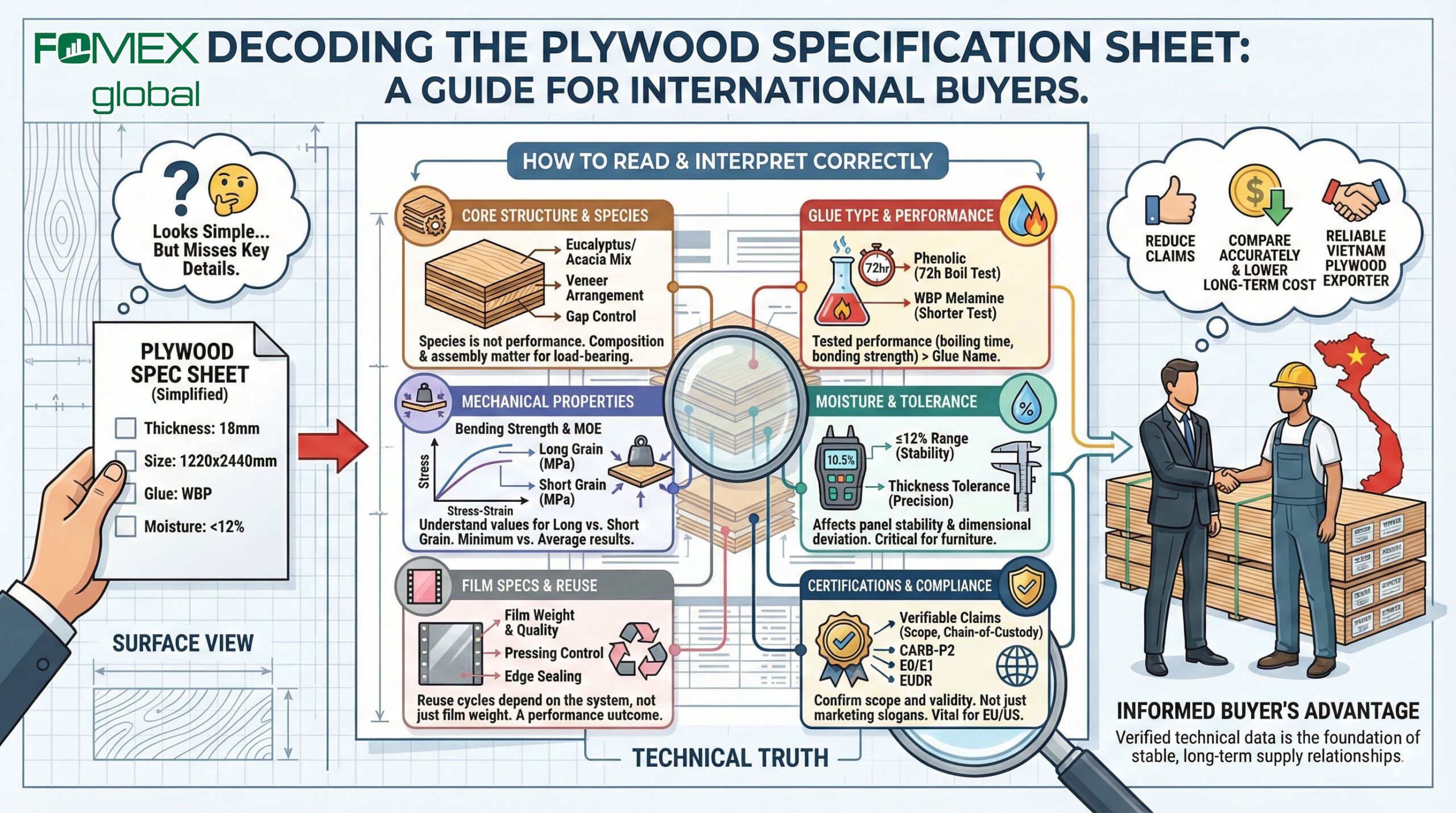
Understanding plywood technical data helps buyers reduce claims,
compare suppliers accurately, and source from a reliable
Vietnam plywood exporter.
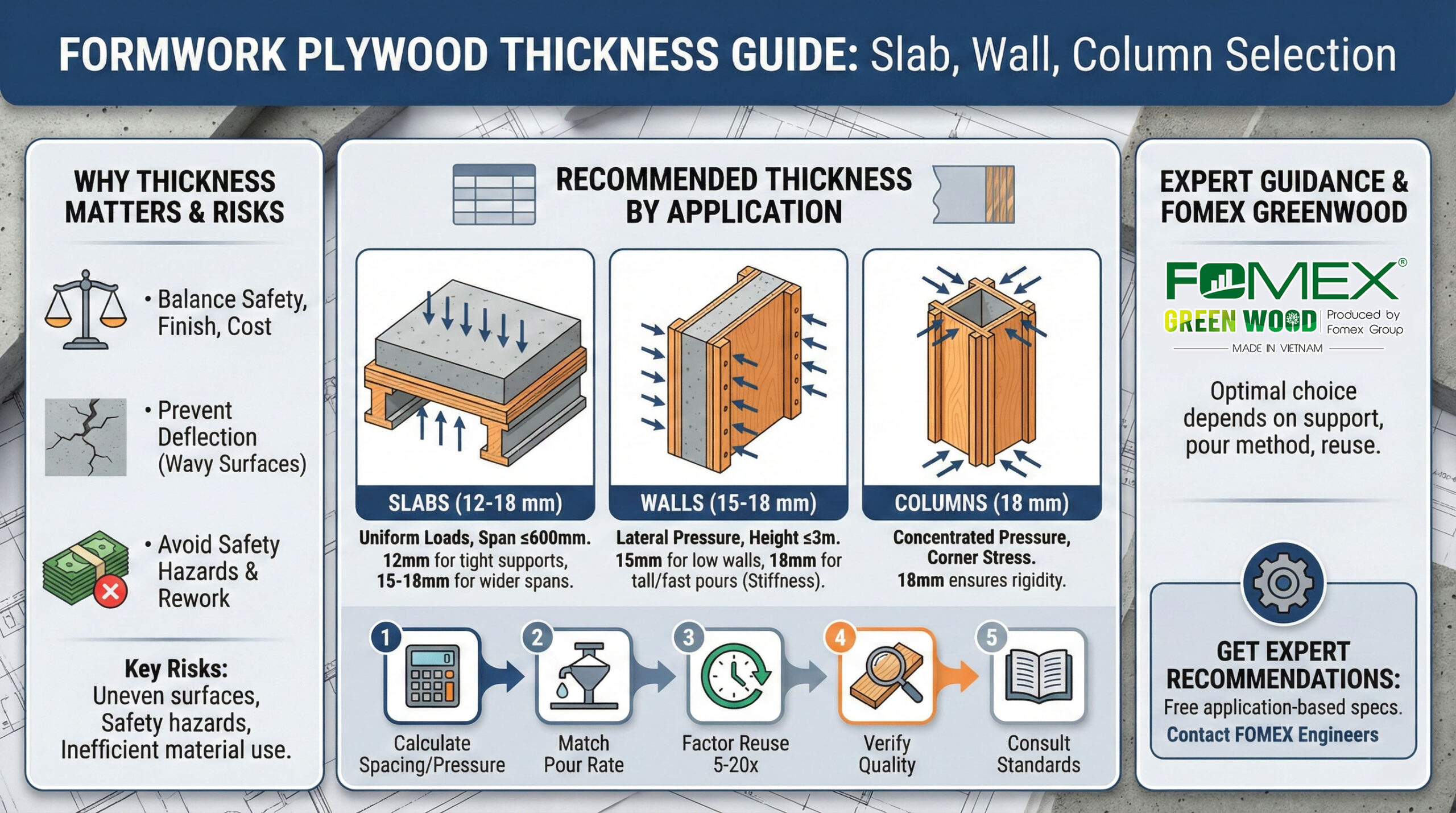
1. Why the Plywood Specification Sheet Matters
A plywood specification sheet is not a marketing document.
It is a technical contract reference that defines performance,
quality limits, and compliance standards.
For global buyers sourcing from a
Vietnam plywood manufacturer,
this document determines whether the product is suitable for furniture,
construction, or structural applications.
Importers who rely only on product photos or sample boards
often miss critical limits stated in the plywood specs explained in the data sheet.
These limits directly affect durability, reuse cycles, and long-term cost.
2. Core Structure and Wood Species
One of the first elements in any plywood technical data sheet is the core material.
Common options from a Vietnam plywood supplier include eucalyptus,
acacia, mixed hardwood, or commercial-grade combinations.
What buyers often miss is that the species listed does not automatically guarantee
mechanical performance.
Core composition, veneer arrangement, and gap control
are equally important.
This is especially relevant for buyers sourcing
high quality plywood Vietnam for load-bearing or repeat-use applications.
For a broader comparison of core structures and grades, see:
Understanding Plywood Grades & Quality Levels
.
3. Glue Type Is Not Just a Name
Glue systems are usually listed as MUF, WBP Melamine, or Phenolic.
Many importers stop reading at the glue name,
but a professional plywood specification sheet goes further.
What matters is the tested performance:
boiling time, bonding strength, and applicable standards.
For example, phenolic glue with a 72-hour boiling test
performs very differently from a melamine system with shorter resistance.
This distinction is critical for buyers sourcing
film faced plywood exporter Vietnam products
or structural panels for construction projects.
For a deeper explanation of glue performance indicators, refer to:
How Boiling Tests Affect Plywood Durability
4. Mechanical Properties: Reading Between the Numbers
Most plywood technical data sheets list bending strength and modulus of elasticity (MOE).
These values are essential for understanding how panels behave under load.
However, buyers often overlook whether values are listed for
long grain and short grain,
or whether the figures represent minimum limits or average test results.
This distinction matters when sourcing plywood for
construction projects or engineered furniture.
A reliable wholesale plywood supplier will clearly state
test methods and quality limits, not just headline numbers.
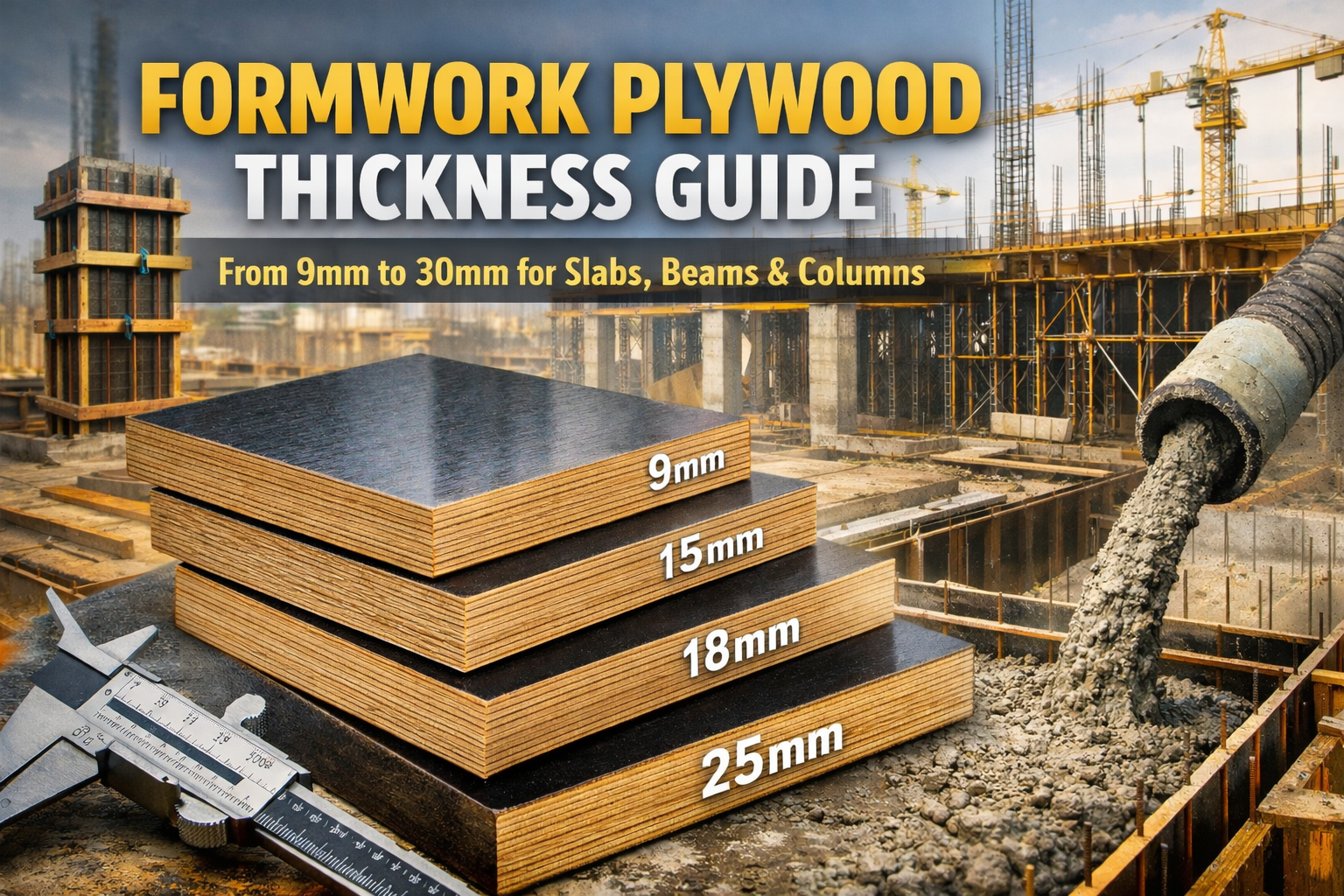
5. Moisture Content and Dimensional Tolerance
Moisture content is one of the most underestimated lines in a plywood specification sheet.
Values such as ≤12% are common, but buyers should understand
why this range exists and how it affects panel stability.
Thickness tolerance and dimensional deviation also deserve attention.
Small deviations may be acceptable for packaging panels,
but not for furniture manufacturing or calibrated plywood.
This is especially relevant for buyers sourcing
plywood for furniture manufacturers Vietnam
or precision interior applications.
Related reading:
Why Moisture Content Matters for Durability
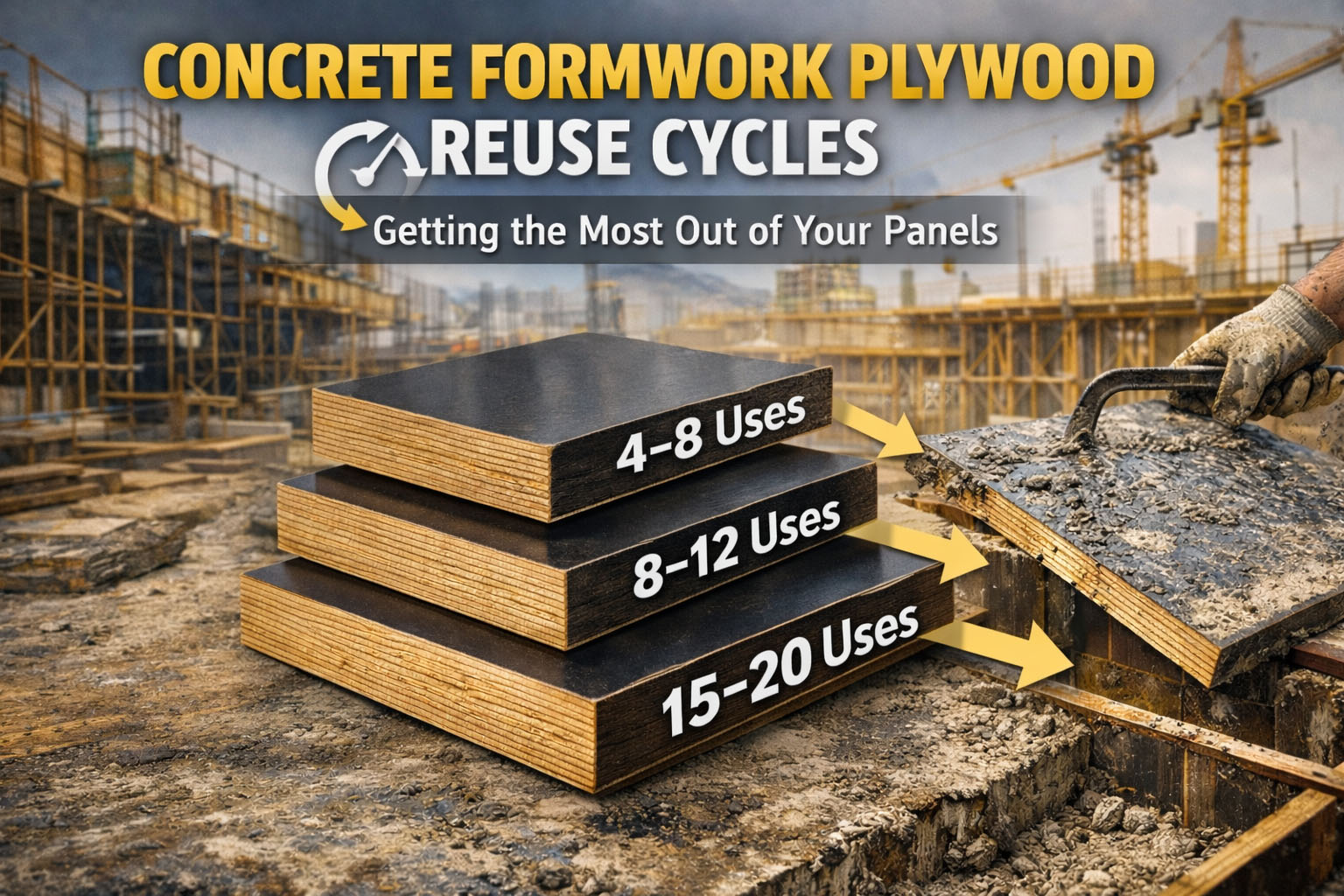
6. Film Specifications and Reuse Expectations
For film faced plywood, the specification sheet usually lists film weight,
color, and surface type.
Importers often assume film weight alone defines reuse cycles.
In reality, reuse performance depends on the combination of
film quality, glue system, pressing control, and edge sealing.
A professional
sustainable plywood exporter
will treat reuse cycles as a performance outcome, not a promise.
For buyers comparing formwork panels, see:
Phenolic Film Weight & Concrete Finish Quality
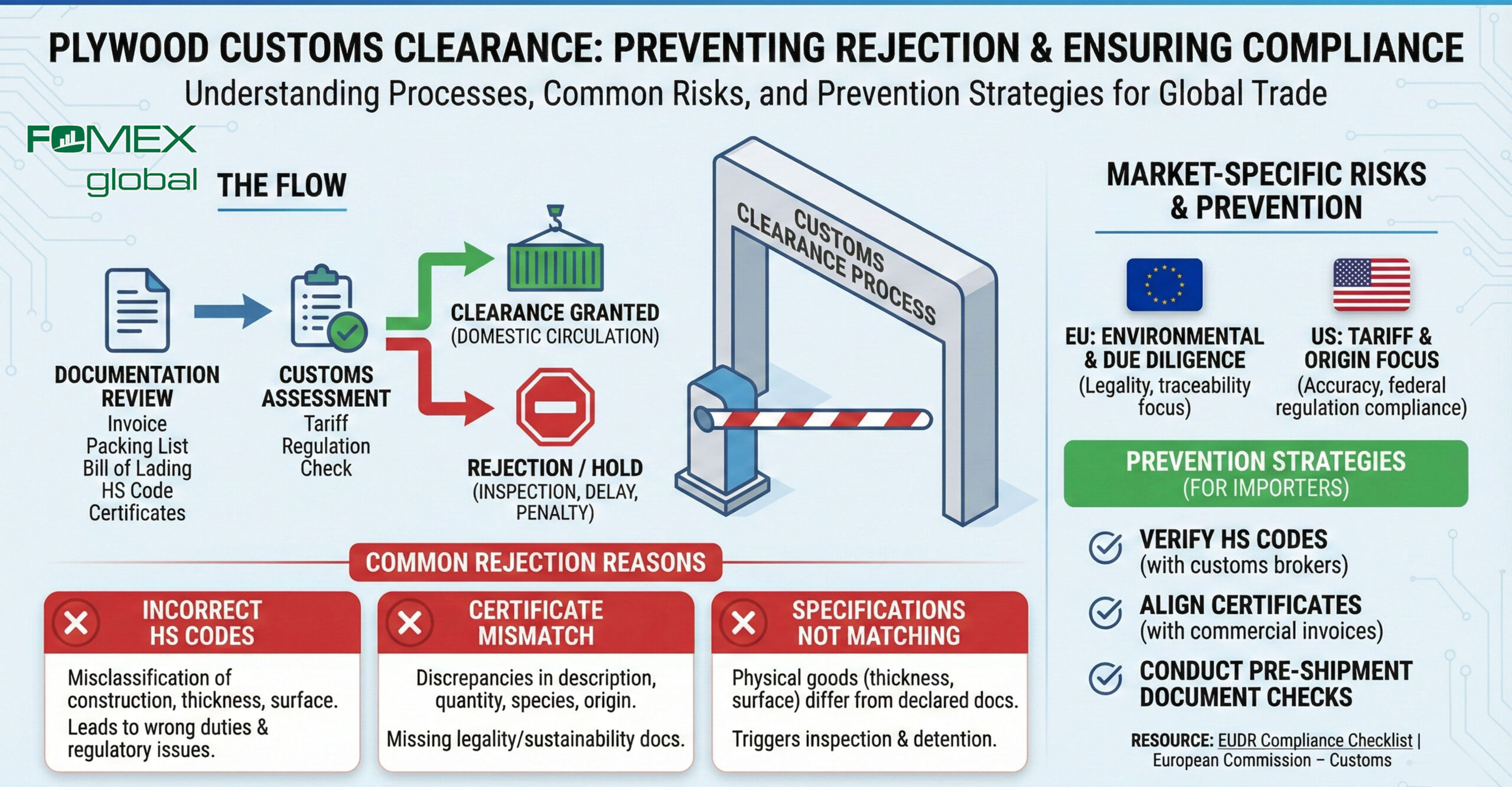
7. Certifications and Compliance Statements
Certifications listed on a plywood specification sheet – such as FSC®, CARB-P2, E0/E1, or EUDR compliance – should be read as verifiable claims, not marketing slogans.
Professional importers sourcing from a
FSC certified plywood supplier
should always confirm scope, validity, and chain-of-custody alignment
with shipment documentation.
This is increasingly important for buyers in Europe and the US,
where regulatory scrutiny continues to increase.
Final Thoughts: Reading Specs Like a Professional Buyer
A plywood specification sheet tells a complete technical story – if you know how to read it. Beyond thickness and price, it defines structural behavior, durability, compliance, and long term cost.
For importers sourcing from a trusted Vietnam plywood exporter, understanding plywood specs explained clearly is the foundation of stable, long-term supply relationships.
Email: qc@fomexgroup.vn | WhatsApp: +84 877 034 666