For many buyers, selecting interior plywood is no longer only about thickness, face grade, or price. The harder question is whether the panel supports lower-emission indoor use with documents strong enough for specification review, importer approval, and downstream customer confidence.
That is why carb p2 and E0/E1 matter in procurement discussions. This guide explains why emission standards matter, how buyers should read CARB-P2 and E0/E1 claims, and what to compare before approving plywood for interior applications.
Why Emission Standards Matter
When plywood is used indoors, the review standard changes. Buyers are not only checking panel performance, but also whether the product is appropriate for enclosed environments such as cabinets, furniture, wall systems, shopfitting, and decorative joinery.
Documents or evidence buyers should request
- Product specification sheet matching the quoted plywood.
- Emission-related test report linked to the same panel description.
- Supplier declaration showing intended interior-use positioning.
- Report date and product identification that can be matched to the active supply item.
- Any application note relevant to indoor furniture, wall panel, or fit-out use.
Mistakes buyers often make
- Assuming a low-emission claim is enough without checking the report behind it.
- Comparing indoor plywood only on price, veneer appearance, or sheet size.
- Using the same review logic for utility plywood and interior-use plywood.
- Ignoring how plywood formaldehyde becomes more important in enclosed indoor spaces.
CARB-P2 Explained
From a buyer perspective, CARB-P2 is useful as a low-emission reference point for interior applications. The label itself should not be the final decision. What matters is whether the supplier can connect that claim to the exact panel being quoted, the intended indoor use, and a report pack that is easy to review internally.
Documents or evidence buyers should request
- Full emission report, not only a short certificate image or sales summary.
- Matching product name, thickness, and construction details.
- Supplier clarification if multiple panel variants are sold under one product family.
- Written note showing which item in the quotation is covered by the report.
Mistakes buyers often make
- Accepting generic phrases such as “CARB level” without product-specific proof.
- Assuming one report automatically covers all sizes, thicknesses, or constructions.
- Reviewing the result number without checking whether the tested sample matches the sold panel.
- Confusing emission review with broader sourcing or sustainability claims.
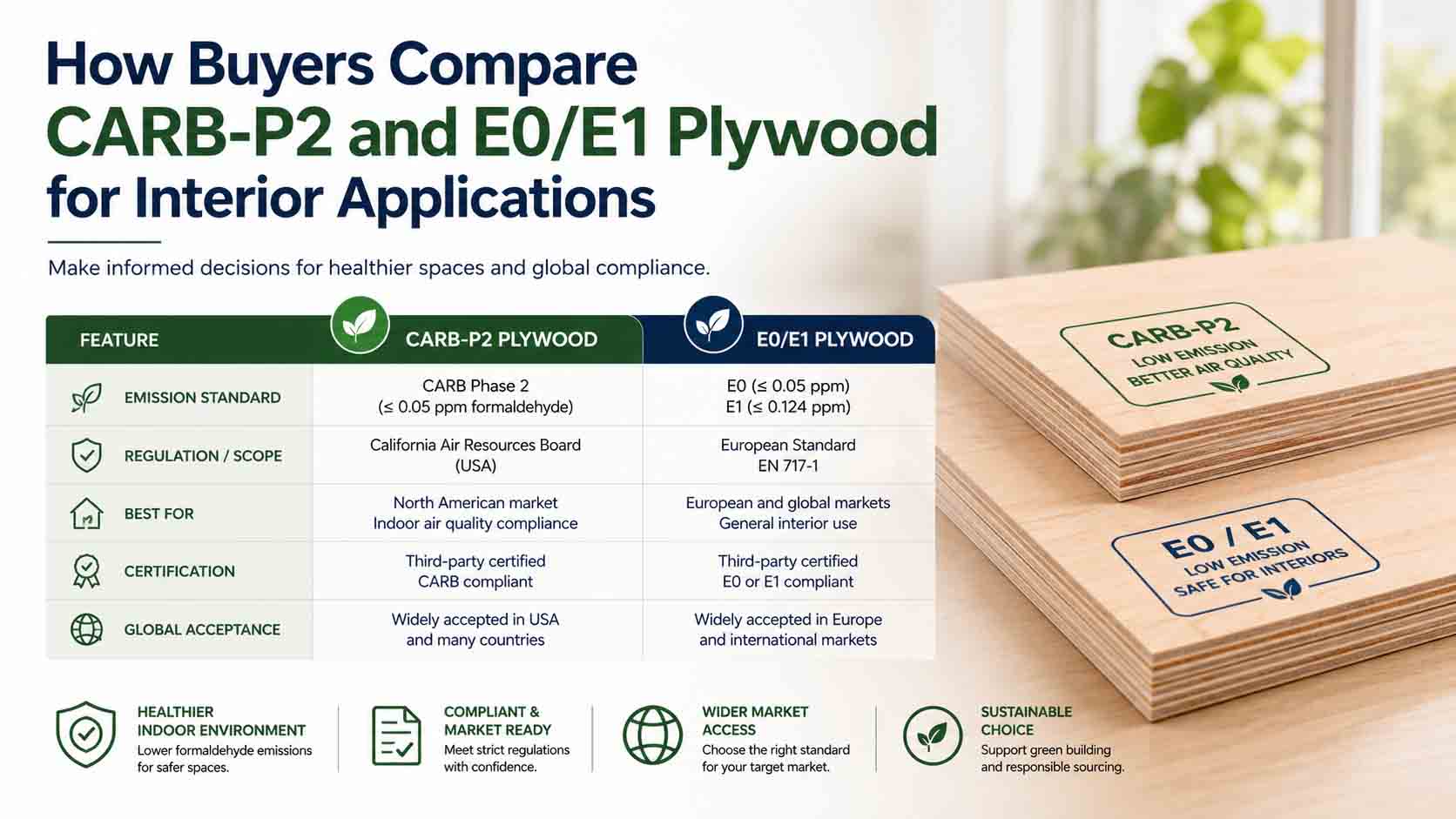
E0/E1 Explained
E0 and E1 are commonly used in the market when buyers discuss low-emission plywood for interior use. In practice, these labels are only useful when the supplier explains what reference is being used, how the product was tested, and whether the report belongs to the exact plywood under review.
Documents or evidence buyers should request
- Test report supporting the stated E0 or E1 claim for the quoted panel.
- Product-matching note that links the report to the commercial offer.
- Technical explanation if the supplier uses both CARB-P2 and E0/E1 language in one discussion.
- Clarification on which claim is primary for buyer approval and project specification.
Mistakes buyers often make
- Assuming E0, E1, and CARB-P2 are automatically interchangeable in every case.
- Comparing standards through marketing language instead of report quality.
- Using one broad low-emission claim across unrelated plywood categories.
- Failing to follow up when formaldehyde in plywood is discussed but the report file remains vague.
How to Compare by Project Type
Not every interior project needs the same review depth. A better buying decision comes from linking the emission claim to the project type, customer expectation, and the way the plywood will be used in the finished space.
Documents or evidence buyers should request
- Application note for cabinets, shelving, furniture parts, wall panels, or decorative interior use.
- Product sample or reference image where visual grade also matters.
- Emission-data support tied to the actual end-use category.
- Specification note if the project includes interior design with plywood, ply interior design, or plywood interior design requirements.
| Project Type | What Buyers Should Prioritize | Main Review Focus |
|---|---|---|
| Cabinetry and furniture | Low-emission evidence plus stable surface quality. | Report-to-product matching and indoor-use suitability. |
| Interior wall panels and decorative fit-out | Emission clarity, visual consistency, and specification fit. | Whether the panel is suitable as one of the best plywood options for interior walls in that project context. |
| Retail fixtures and commercial interiors | Repeatability across orders and document readiness. | Supplier consistency, report quality, and approval workflow. |
Mistakes buyers often make
- Using the same approval logic for all interior applications.
- Choosing a panel for visual design without matching the emission claim to the use case.
- Overlooking the fact that the best plywood for interior walls may not be the same choice as the best panel for cabinetry or furniture.
- Approving one sample board without confirming ongoing production consistency.
Buyer Checklist
A short checklist helps procurement teams keep the decision practical. The goal is not to collect the most files. It is to confirm that the right files support the right plywood for the right interior application.
Must-check items
- Does the report match the exact plywood being quoted?
- Is the panel clearly intended for indoor applications?
- Are CARB-P2 and E0/E1 claims explained clearly instead of mixed loosely?
- Can the supplier show which report belongs to which product item?
- Does the commercial offer match the technical description in the report file?
- Has the intended use been defined clearly, such as furniture, cabinetry, or interior wall application?
Warning signs that need follow-up
- The supplier sends only a general certificate with no product match.
- The quote and the test report describe different plywood constructions.
- The product is sold for indoor use, but no readable emission-data pack is available.
- The supplier switches between CARB-P2, E0, and E1 language without clarifying which claim applies to the offered panel.
- The buyer cannot tell whether the current shipment uses the same panel configuration as the tested sample.
FAQ
Why do buyers compare CARB-P2 with E0/E1 plywood?
Because all three terms often appear in low-emission sourcing discussions for interior plywood. The useful comparison is not label versus label, but which claim is better documented for the exact panel being purchased.
Is CARB-P2 always enough for every interior project?
No. Buyers still need to check project type, report quality, panel construction, and the customer’s specification requirements before approval.
Can one emission report cover every plywood variation?
It should not be assumed. Buyers should verify that the tested sample matches the exact product, thickness, and build offered in the quotation.
What should buyers ask first when indoor emission claims are made?
Start with the product specification and the matching report together. That usually shows quickly whether the supplier claim is strong or still too general.
How does this affect design-led interior projects?
It matters because appearance-led plywood selection still needs technical approval. A panel chosen for design use must also fit the emission and documentation requirements of the space.
Additional Resources for Buyers
Buyers comparing panel categories and sourcing options can review the available range here:
Plywood Products from Vietnam
This topic is most useful when paired with a product-level review of test reports, intended application, and internal approval requirements before purchase confirmation.
Request Test Reports or Emission-Data Support
For buyers comparing CARB-P2 and E0/E1 plywood, stronger decisions usually come from matching the report to the exact product and interior application before the order is confirmed.
Email: qc@fomexgroup.vn