For buyers, specifiers, and sustainability teams, choosing sustainable plywood is no longer just about finding a panel that looks acceptable on paper. The harder part is deciding whether the product can support green building procurement with documentation, emissions-related evidence, and specification details that stand up to internal review.
That challenge matters more now because procurement teams are often asked to compare technical suitability and sustainability criteria at the same time. This guide sets out a practical way to evaluate plywood from a buyer’s perspective, so decisions are based on usable evidence rather than broad environmental claims.
Why Sustainable Plywood Has Become a Procurement Question
In many projects, plywood selection is no longer a simple commercial decision. Buyers may need to answer questions from consultants, contractors, or internal sustainability teams about sourcing, emissions, intended application, and what evidence supports the product claim. If those questions are addressed too late, even a commercially viable material can become difficult to approve.
Where buyers usually face problems
A common issue is that suppliers present sustainability language at a broad level, while buyers need product-level clarity. Terms such as responsible sourcing, low emissions, or green material may sound useful, but they do not help much unless they connect clearly to the exact panel being quoted, the intended application, and the documents available for review.
What this means for the next step
Buyers should define their evaluation criteria before requesting final quotations. That allows the sourcing process to compare suppliers on the same basis, including specification fit, documentation readiness, and support for project review.
Key Criteria for Evaluating Sustainable Plywood
To assess sustainable plywood properly, buyers should focus on criteria that can be reviewed in a commercial setting. The goal is not to collect every possible file. The goal is to verify whether the plywood can meet project expectations in a practical and defensible way.
Responsible sourcing and material origin
The first area is sourcing. Buyers should understand how the supplier describes material origin and what records are available to support that description. This is an important part of plywood sustainability, especially when a project team wants assurance that procurement decisions are tied to documented supply flow rather than general brand messaging.
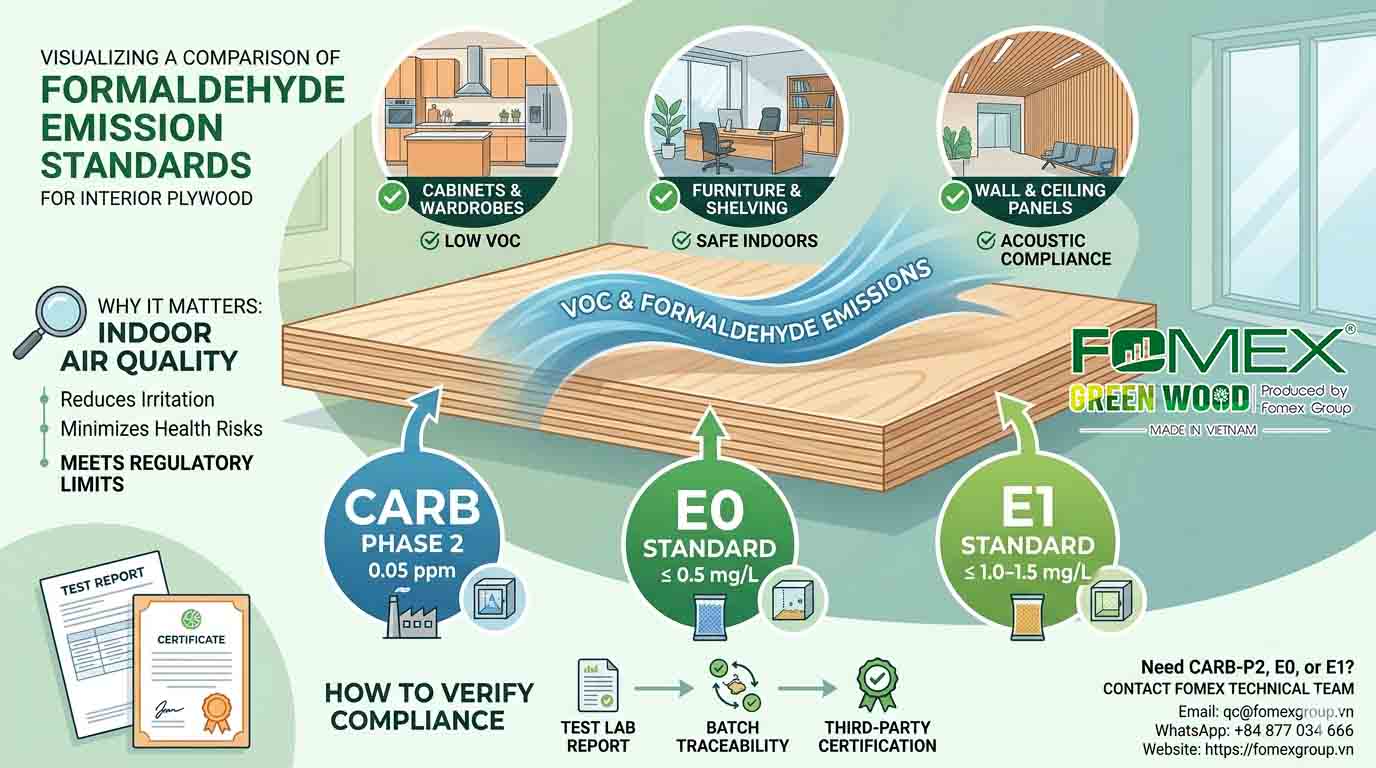
Emissions-related suitability for the intended use
For interior fit-out, furniture, and joinery, emissions-related information often matters as much as sourcing. That is particularly relevant for plywood for cabinet building, where the product may be used in enclosed or occupied spaces and buyers need clearer evidence for specification review. A supplier should be able to explain what test data or declarations are available and how they relate to the quoted panel.
Application fit in real construction use
Plywood sustainability should not be separated from performance. A panel that is unsuitable for the intended application can lead to replacement, rework, or waste, which weakens the overall procurement outcome. For teams buying plywood in building construction, that means reviewing bond type, panel structure, thickness range, and exposure conditions alongside any sustainability-related criteria.
End-of-life language should be treated carefully
The term plywood recyclable is often used too broadly in sales communication. In practice, end-of-life outcomes depend on how the panel is used, whether it is coated or contaminated, and what waste handling systems exist in the destination market. Buyers should treat recyclability as a qualified discussion point, not as an automatic blanket claim.
Evidence and Documentation Buyers Should Request
Once a supplier appears suitable, the next step is to request the documents that support the specification and sustainability discussion. A useful document pack does not need to be excessive, but it should be consistent and relevant to the project.
Core files worth requesting
- Product specification sheet with panel type, thickness, size, and intended use.
- Technical information related to bonding, construction, or application suitability.
- Available emissions test reports, declarations, or market-relevant compliance documents.
- Sourcing-related documents where responsible procurement is part of the buyer requirement.
- Commercial product description that matches the quotation and expected shipment paperwork.
What buyers should check inside those files
The key check is alignment. The product named in the quotation should be the same product described in the technical sheet and the same product that later appears in commercial documents. If the specification language changes from one file to another, the buyer may struggle to support internal approval even when the product itself looks workable.
Practical implication for procurement teams
It is better to request draft supporting documents during supplier evaluation than after commercial terms are already agreed. This helps buyers compare not only pricing, but also how well each supplier can support a real project approval process.
A Decision Framework for Green Building Procurement
To simplify supplier comparison, buyers can use a structured review model before issuing a purchase order. This keeps the conversation focused on application, evidence, and decision clarity rather than broad environmental language.
Step 1: Start with the application
Define whether the plywood is intended for cabinetry, interior fit-out, furniture, general construction, or another use. The right evaluation criteria depend on the application, so procurement should begin with how the panel will be used rather than with a marketing description alone.
Step 2: Match each claim to a document
If a supplier makes a sourcing, emissions, or sustainability-related claim, ask what document supports it. A claim without a usable supporting record should be treated as unverified until clarified.
Step 3: Review sustainability and technical fit together
Do not separate environmental review from product suitability. A panel can look strong on sustainability language but still be the wrong fit if bonding, thickness tolerance, or structural build do not match the application.
Step 4: Use a simple approval logic
- Approve: The application is clear, documents support the claims, and the specification fits the project.
- Clarify: The product may be suitable, but file gaps or wording inconsistencies still need to be resolved.
- Pause: Claims are too broad, evidence is missing, or the panel description does not align with the intended use.
This framework helps teams make commercially practical decisions while keeping procurement standards clear. It also improves coordination between buyers, technical reviewers, and sustainability stakeholders.
FAQ About Sustainable Plywood Procurement
What makes plywood sustainable from a buyer perspective?
It usually comes down to documented sourcing, relevant emissions-related information, and a specification that fits the intended use. Buyers need a product they can evaluate with evidence, not only with environmental language.
Is all plywood suitable for green building procurement?
No. Suitability depends on the application, the evidence available, and whether the panel meets the project’s technical and procurement requirements.
Why is emissions data important for plywood?
Because interior and joinery applications often require stronger documentation on what the panel is suitable for. Without usable emissions-related information, internal approval can become more difficult.
Can buyers treat plywood as recyclable by default?
No. End-of-life outcomes depend on coatings, contamination, local waste systems, and how the plywood is used in the project. Recyclability should be discussed carefully rather than assumed.
What is the most effective way to compare suppliers?
Use one checklist for all suppliers: intended application, technical fit, sustainability claim, supporting documents, and consistency across the document set. That creates a clearer and more defensible buying decision.
Additional Resources for Buyers
Buyers reviewing product categories and application fit can explore the available range here:
Plywood Products from Vietnam
For the broader topic cluster around green building support and specification discussion, this article can also sit alongside:
How FOMEX GLOBAL Supports Green Building Projects Worldwide
Request Project References and Specification Support
When evaluating sustainable plywood for a project, buyers often need more than a quotation. Clear specification discussion, relevant supporting files, and practical review of application fit can help reduce approval delays and improve sourcing confidence. Buyers can use the FOMEX contact page to request project references or specification support, and the site also provides access to its product pages for further review. [web:8][web:16]
Email: qc@fomexgroup.vn | WhatsApp: +84 877 034 666