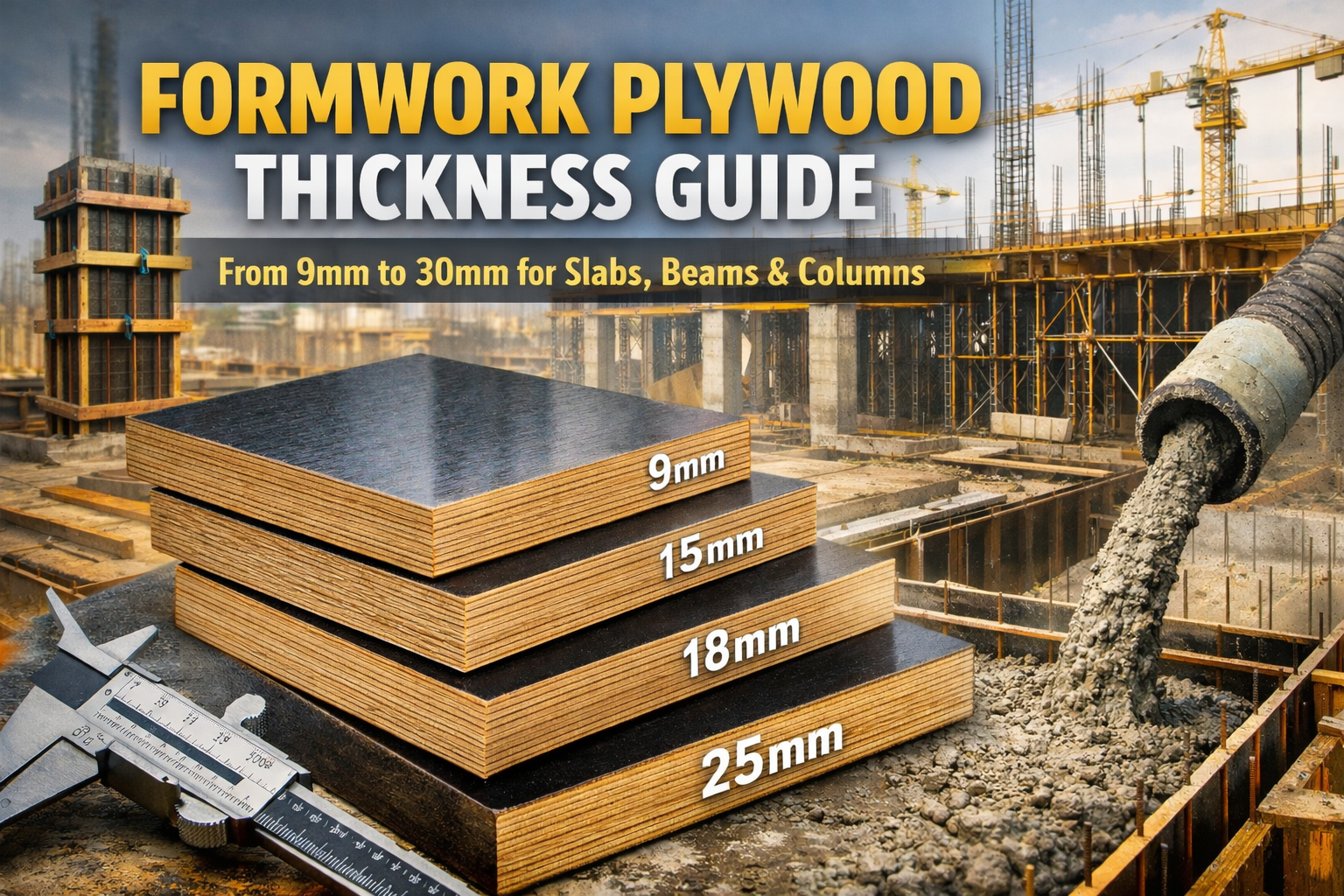
Selecting the right plywood thickness is one of the most important decisions for global buyers. The correct panel thickness protects performance and safety, avoids complaints, and optimizes shipping cost and pricing. This practical guide helps importers choose thickness by application: concrete formwork, scaffolding, flooring, furniture and packaging.

Why Thickness Selection Is Critical for Importers
For international buyers, plywood thickness influences performance on site, safety margins and the risk of product complaints. Panels that are too thin may deflect, fail or not meet local expectations, while panels that are too thick increase cost without real benefit.
Thickness also affects shipping cost and container optimization. Heavier panels reduce the number of sheets that can be loaded per container weight limit, while thinner panels may hit the full volume before reaching weight limits. Balancing thickness and density is essential for cost-efficient logistics.
Finally, each market has its own “standard” expectations. A thickness that is normal in one country may be considered under- or over-specified in another. Matching local market preferences helps importers avoid disputes, price pressure and return claims.
Thickness by Major Application Group
Instead of choosing thickness randomly, buyers should start from the intended application. The same size panel can behave very differently in concrete formwork compared with furniture or packaging.
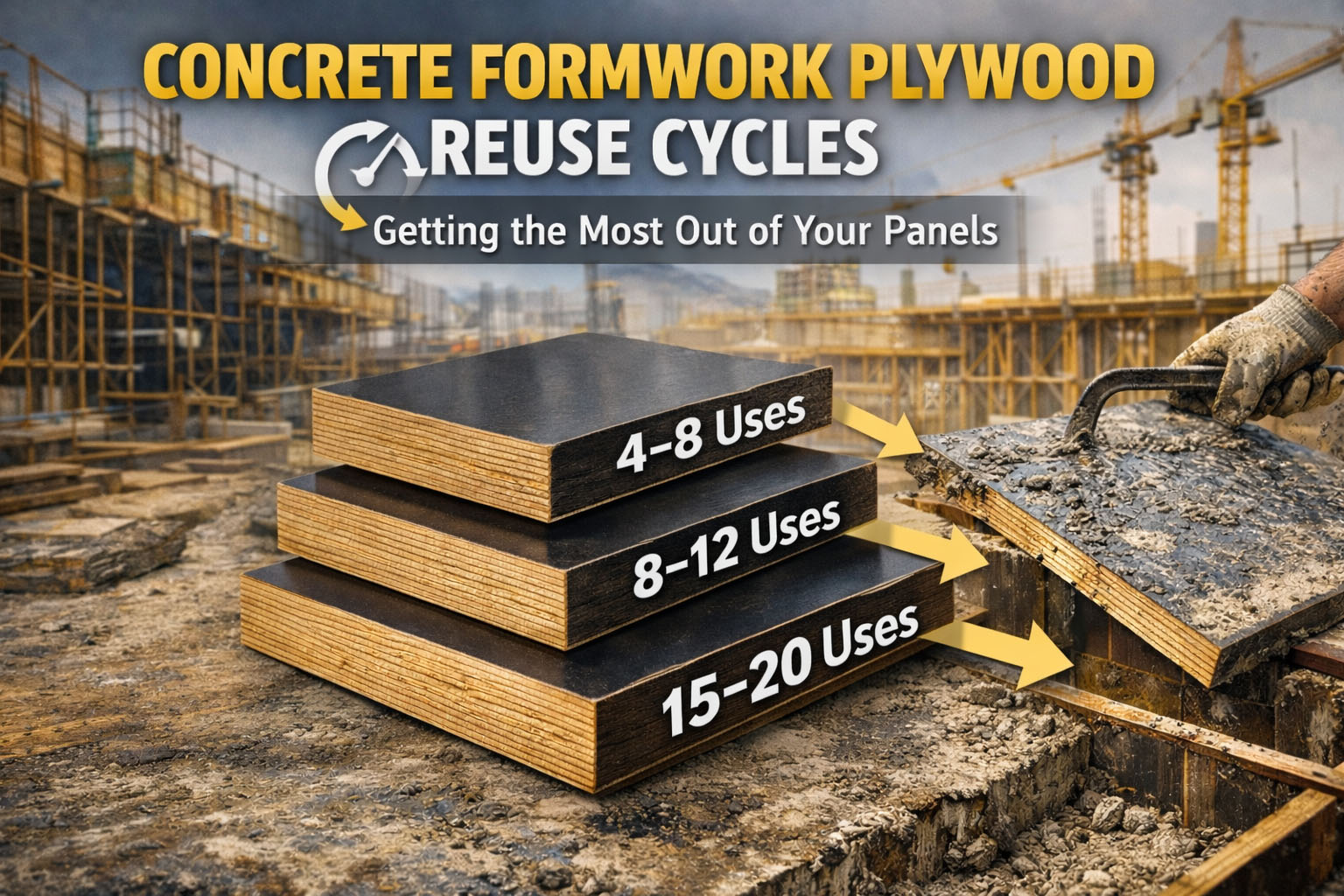
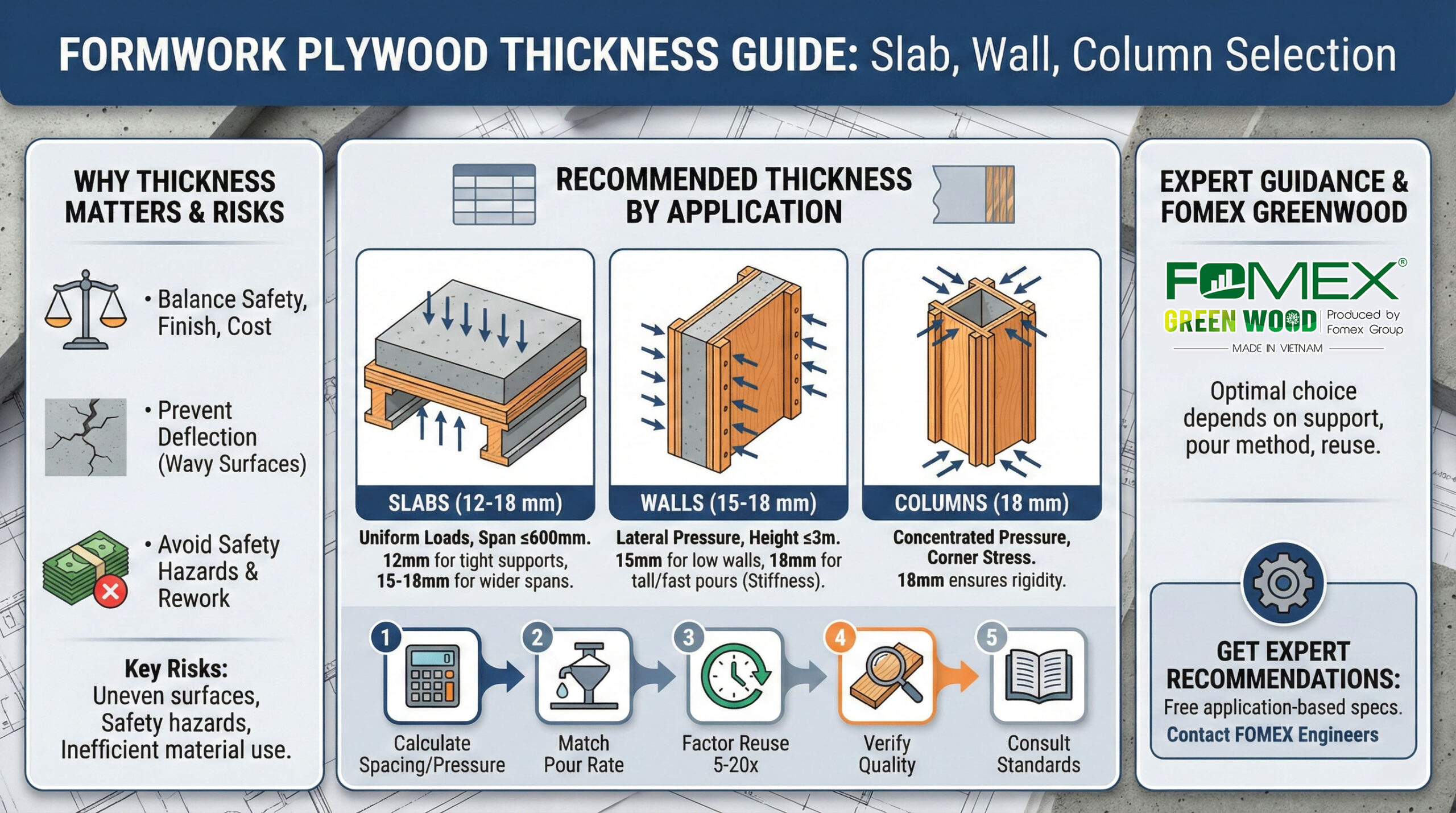
Concrete Formwork and Scaffolding
Concrete formwork and scaffolding require structural performance under load. Typical thickness ranges are:
- Slab, wall and column formwork: 15–21 mm for general use, up to 25 mm for heavy loads or long spans.
- Beam and girder formwork: 18–25 mm, depending on depth, span and vibration.
- Scaffolding decks and platforms: 18–21 mm for standard spans, thicker where span is larger or live loads are high.
For these applications, thickness must be coordinated with support spacing, concrete pressure and local safety codes. Choosing too thin a panel increases deflection and accident risk; too thick can make handling difficult and unnecessarily expensive.
Flooring and Anti-Slip Panels
Flooring and anti-slip panels (e.g. truck floors, container floors, platforms, scaffold decks) need stiffness, impact resistance and good screw-holding capacity. Common thickness ranges include:
- Truck and trailer floors: typically 18–28 mm depending on axle load and support spacing.
- Warehouse platforms and stages: 18–21 mm for moderate spans, 21–25 mm for heavier loads.
- Anti-slip panels for scaffolding: 18–21 mm with wiremesh or hexagonal faces for better grip.
For these products, buyers should consider both live loads and expected wear. Thicker panels usually offer longer service life but must still fit weight and design constraints.
Furniture and Interior Panels
Furniture and interior use focuses more on stability, appearance and compatibility with hardware than on heavy structural loads. Typical thickness ranges:
- Cabinet carcasses and shelves: 15–18 mm.
- Doors and door skins: 3–6 mm for skins, 18–40 mm for door cores depending on design.
- Partitions and wall panels: 9–18 mm, depending on span between studs.
- Drawers and small components: 6–12 mm.
In this segment, thickness needs to align with hinges, screws and fittings. Too thin, and fasteners fail; too thick, and the furniture becomes heavy and over-engineered for its target price segment.
Packaging and Pallets
Packaging and pallet applications are very cost-sensitive, and buyers often ask for the thinnest possible panel that still performs. Typical guidelines:
- Light-duty boxes and crates: 4–9 mm.
- Medium-duty export crates: 9–15 mm, depending on weight and stacking.
- Pallet decks and runners: 9–18 mm, guided by load and forklift handling.
Thin panels are acceptable for light or disposable packaging, but heavy-duty crates and reusable pallets need greater thickness and stronger cores to prevent breakage during transport and handling.
Regional Standards and Common Practices
Thickness expectations vary by region, driven by building codes, historical practice and end-user preferences. Understanding these patterns helps importers specify the right product for each market.
- Europe (EU): Often uses metric thicknesses with relatively strict tolerance. For structural and formwork applications, 18–21 mm is common, with strong focus on safety and deflection limits.
- United States: Nominal imperial thicknesses (e.g. 3/4″) are common in some segments, but metric panels are widely used in imports. There is a wide spectrum from commodity to high-spec projects.
- Middle East: Many buyers focus on high reuse and cost efficiency in hot climates. 18–21 mm is common for formwork, often with higher performance requirements in film and glue.
- Asia-Pacific: Markets are very diverse. Some buyers favour thinner, more economical panels for competitive pricing, while others follow stricter specs tied to Japanese, Korean or Australian standards.
Local codes and norms can dictate minimum thickness for specific uses (e.g. scaffolding or structural flooring). Importers should always verify local regulations and not rely only on supplier suggestions.
Thickness vs Cost, Weight and Shipping
Thickness choices have a direct impact on cost, weight and logistics. Thicker panels use more wood, increase price per sheet and add weight per cubic metre, which can limit how much you can load into a container.
From a logistics point of view:
- Heavier panels: Reach container weight limit earlier, potentially leaving unused volume.
- Thinner panels: May reach full volume before hitting the weight limit, improving panel count per container but limiting performance.
The trade-off for importers is to find a thickness that:
- Meets performance and safety requirements for the application.
- Aligns with market expectations and selling price.
- Optimizes container loading to keep cost per panel competitive.
How FOMEX GLOBAL Customizes Thickness for Global Buyers
A flexible supplier can help global buyers balance all of these factors by offering both standard and customized thickness options. FOMEX GLOBAL’s approach is to start from the application and destination market, then fine-tune thickness and construction to match.
Typical support includes:
- Standard size and thickness range: Common formwork, flooring, furniture and packing configurations ready for regular orders.
- Custom thickness and special orders: Tailored solutions for specific systems, codes or customer brands.
- Consistency across repeated shipments: Stable thickness, tolerance and mechanical performance so importers can build long-term portfolios with predictable quality.
Need Help Defining the Right Thickness by Application?
FOMEX GLOBAL engineers can recommend thickness structures for formwork, flooring, furniture and packaging based on your target market and cost targets.
Email: qc@fomexgroup.vn
☎ WhatsApp: +84 877 034 666
FAQs
What plywood thickness is best for export packaging?
For light-duty export packaging, 4–9 mm is often sufficient. For heavier crates and loads that will be stacked or handled by forklift, 9–15 mm is more appropriate. The choice depends on product weight, stacking height and handling method.
Do buyers in Europe prefer different thicknesses than buyers in the Middle East?
Yes. European buyers often expect stricter structural performance and may specify 18–21 mm for many formwork and flooring uses. In the Middle East, buyers also use 18–21 mm but tend to demand higher reuse and robustness due to hot climates and intensive usage patterns.
How does thickness affect container loading?
Thicker panels weigh more, which can cause the container to reach its weight limit sooner, reducing the total sheet count per container. Thinner panels allow more sheets to be loaded, but may not meet performance needs. Importers should calculate cost per sheet and cost per m² delivered, not just container cost.
Can I order mixed thicknesses in one container?
In many cases, mixed thickness loading is possible and can be an efficient way to supply multiple product lines or applications in one shipment. Buyers should discuss the exact mix, stacking pattern and labelling with the supplier to ensure safe loading and smooth warehousing on arrival.